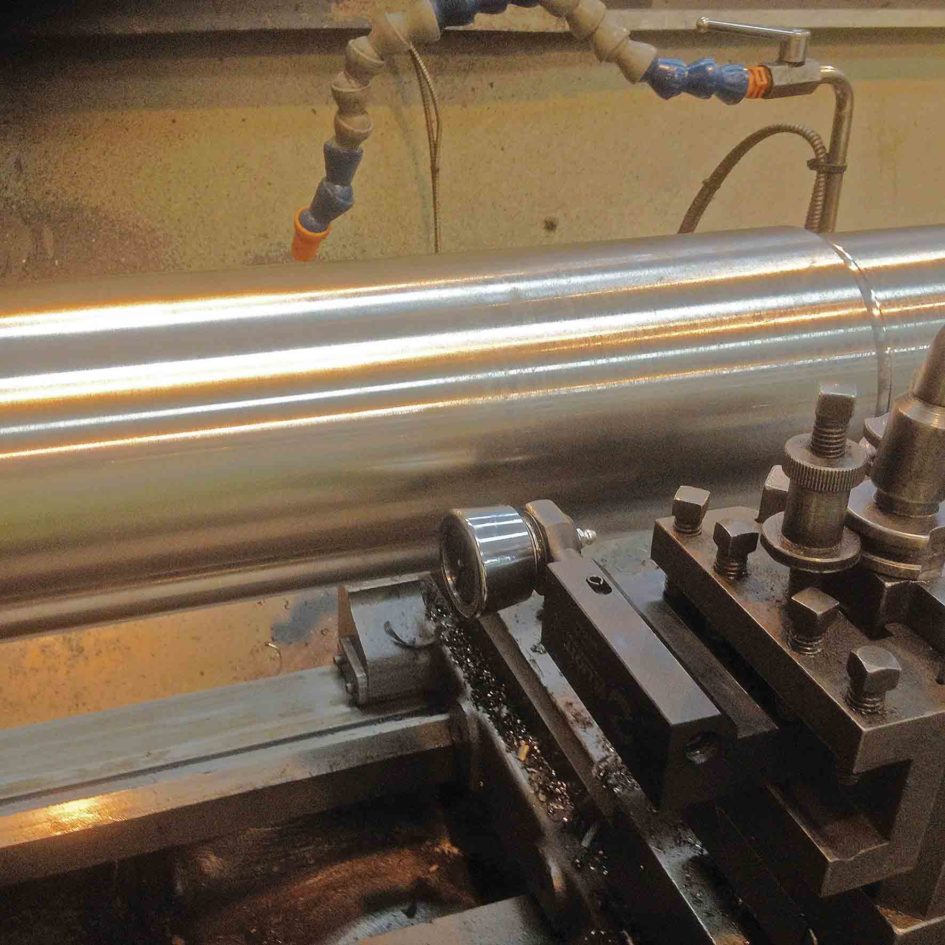
From an introduction by Mollart Engineering of its Elliott roller burnishing tool range to a customer, it has been able to replace separate time consuming OD finish grinding and unpredictable manual polishing operations on steel forming rolls to now create a controlled and automated consistently high surface finish over a 300 mm length of the 150 mm diameter 36NiCrMo4 alloy steel customers workpieces.
The change in processing strategy to introduce the Elliott S2327 single roll OD burnishing tool allows the roll shaft to be turned and then finish burnished in a single operation which is now maintaining a surface texture that is now half the specified tolerance. Running at the same 450 revs/min speed as the finish turning, the burnishing tool setting includes a feed rate of 0.1 mm per rev. Indeed, such is the margin of quality being maintained from part-to-part, that the process is repeating a finish within 0.4 Ra that is half the drawing specification.
Said Mollart Sales Manager Mark Dore: “The customer elected to change processes due to problems of inconsistency from the manual polishing process and the time taken to achieve the specified finish. We were then able to add the bonus of eliminating the grinding process plus the logistics of moving components around the workshop.”
The Elliott single roll OD burnishing tool is suitable for use in both manual or CNC controlled lathes and machining centres to create a controlled finish on diameters, angles, radii and faces. The contact roll can be supplied with a selection of radii to suit the application between 0.8 mm and 3 mm. As the roll is made from carbide this means production life is extended and the roll can be easily replaced or refurbished. In order to set operational speeds and feeds, these normally bear a close relationship to those applied in the finished pre-sizing cutting operations and the toolpath replicates the finish machining operation.
Tel: 0208 391 2282 Email: mark.dore@mollart.co.uk






